Оптимальные размеры поршневой группы ваз 2106: фото- и видеообзор
Размеры блока цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
Блок цилиндров 2103.
Применяемость – на двигателях: ВАЗ-2103, 21043, 21053, 21061, 2107.
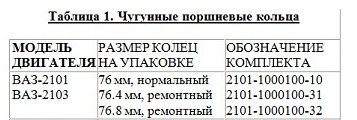
Какой размер поршневых колец на ваз 2103:
Блок цилиндров 2106.
Сколько весит блок двигателя ваз 2106? – Вес – 39,200 кг.
Применяемость – на двигателях: ВАЗ 2106, 21067, 21074, 2121 «Нива».
Блок цилиндров 21213.
Применяемость – на двигателях: ВАЗ 21213, 21073, 21214.
Блок цилиндров 21214.
Применяемость – на двигателях: ВАЗ 21214, 21073, 21213.
Блок цилиндров 2123.
Применяемость – на двигателях: ВАЗ 2123.
Блок цилиндров 2130.
Применяемость – на двигателях: ВАЗ 2130.
Все вышеперечисленные блоки применяются на двигателях, которые относятся к линейке моторов «классической» конструкции.
Все эти блоки цилиндров объединяет одинаковые размеры:
– расстояние между осями смежных цилиндров, которое составляет 95,00 мм;
– диаметр постели для опор коленчатого вала.
В таблице приведены основные размеры блоков цилиндров ВАЗ. (размеры ремонта блока)
Модель блока цилиндров
Dc(мм)
H(мм)
Lc(мм)
d(мм)
ВАЗ 2101 *
76.00 +0,05
207.10 -0,15
95.00
54.52-0,013
ВАЗ 21011 *
79.00 +0,05
207.10 -0,15
95.00
54.52-0,013
ВАЗ 2103
76.00 +0,05
215.90 -0,15
95.00
54.52-0,013
ВАЗ 2106
79.00 +0,05
215.90 -0,15
95.00
54.52 -0,013
ВАЗ 21213
82.00 +0,05
214,58 -0,15
95.00
54.52 -0,013
ВАЗ 21214
82.00 +0,05
214,58 -0,15
95.00
54.52 -0,013
ВАЗ 2123
82.00 +0,05
214,58 -0,15
95.00
54.52 -0,013
ВАЗ 2130
82.00 +0,05
215.90 -0,15
95.00
54.52 -0,013
* – сняты с производства на ОАО “АВТОВАЗ”
Dc – Диаметр цилиндра блока ВАЗ;
H – Расстояние между верхней плоскостью блока и осью коленчатого вала (высота блока ВАЗ);
Lc – Расстояние между осями соседних цилиндров блока (межцилиндровое расстояние);
d – Диаметр расточки опор коленчатого вала (под коренные вкладыши).
По результатам окончательной обработки поверхности цилиндров, в зависимости от размеров диаметра, присваивается размерный класс цилиндра. Для цилиндров определены пять размерных групп, которые обозначаются буквами: A, B, C, D, E . Класс цилиндра наносится на поверхность блока, напротив каждого цилиндра. Для каждого номинального диаметра цилиндра, приняты свои размерные классы.
Класс
A
B
C
D
E
Диаметр цилиндра 76 (мм),
76,000-76,010
76,010-76,020
76,020-76,030
76,030-76,040
76,040-76,050
Диаметр цилиндра 79 (мм),
79,000-79,010
79,010-79,020
79,020-79,030
79,030-79,040
79,040-79,050
Диаметр цилиндра 82 (мм), блок:
ВАЗ 21213, ВАЗ 21214, ВАЗ 2123, ВАЗ 2130.
82,000-82,010
82,010-82,020
82,020-82,030
82,030-82,040
82,040-82,050
Цилиндру с определенным классом, подбирается поршень соответсвующего класса.
Контроль диаметра и износ поверхности цилиндров осуществляется с помощью прибора – нутромера.
Замеры производятся на уровне нескольких поясов, во взаимно перпендикулярных направлениях. В верхней части цилиндра, на расстоянии не более 5 мм от верхней плоскости блока, находится зона где износ отсутствует и размер соответствует номинальному диаметру цилиндра. Если на одном из других контрольных участков цилиндра, будут выявленны отклонения размера на величину превышающую 0,15 мм от номинального, то необходимо произвести расточку цилиндров блока с последующей их хонинговкой до ближайшего ремонтного размера. В зависимости от условий эксплуатации двигателя и соблюдения технических требований, необходимость в расточке цилиндров может возникнуть после 120 – 250 тыс. км. пробега автомобиля.
Для увеличения сроков эксплуатации блоков, определены два ремонтных размера для каждого из номинальных диаметров цилиндра. Каждый ремонтный размер отличается от предыдущего размера на 0,4 мм. В таблице представленны ремонтные размеры цилиндров блока, их промежуточные размеры под расточку и хонинговку.
Ремонтным размерам цилиндров подбираются ремонтные размеры поршней соответствующего класса. В итоге, добиваются величины зазора в 0,05-0,07 мм между цилиндром и поршнем.
Диаметр поршня двигателя ВАЗ 2106
Двигатель ВАЗ 2106 — самый мощный из моторов, устанавливавшихся на классические модели Волжского автомобильного завода. Диаметр поршня ВАЗ 2106 составляет от 78,94 до 79,79 мм. Такой разброс в размере детали связан с тем, что на заводе производятся силовые агрегаты пяти классов: А, B, C, D, E. Класс двигателя зависит от точного размера цилиндра. Для каждого класса блока цилиндров выпускаются соответствующие шатунно-поршневые группы.
Кроме того, существует 2 основных ремонтных размера цилиндров, под них также производятся соответствующие шатунно-поршневые группы. В результате, зайдя в магазин автомобильных запчастей, можно обнаружить 15 одинаковых с виду поршней, имеющих различный диаметр и предназначенных для одного и того же силового агрегата. Разобраться в этом многообразии довольно сложно, но при наличии знаний и специальных инструментов ошибиться в выборе невозможно.
Подбор запчастей
Перед походом в магазин необходимо выкатить автомобиль на светлое место или использовать для работы фонарь. Нужно открыть крышку моторного отсека (капот), подойти к машине со стороны левого переднего крыла и внимательно осмотреть левую вертикальную стенку блока цилиндров. Именно там, в самом центре, должна быть расположена заглавная латинская буква, обозначающая класс мотора.
Если буквы невидно, значит, двигатель загрязнен. Нужно очистить поверхность силового агрегата от грязи при помощи пескоструйного аппарата и посмотреть снова. Если и после этого буква не появится, значит, ее «съела» коррозия. В этом случае перед походом в автомагазин нужно приобрести нутромер и измерить при помощи этого инструмента реальные размеры каждого цилиндра. Случается, что некоторые мастера растачивают не все цилиндры при капремонте.
Не подвергавшиеся капитальному ремонту и не расточенные двигатели класса А имеют цилиндры диаметром от 79 до 79,01 мм, класса В — от 79,01 до 79,02, класса С — от 79,02 до 79,03, класса D — от 79,03 до 79,04, класса Е — от 79,04 до 79,05 мм. Оригинальные поршни для этих блоков имеют диаметр 78,93, 78,94, 78,95, 78,96 и 78,97 мм соответственно. Это приблизительные цифры, поскольку в реальности имеется допуск в 9 тысячных миллиметра.
Таблица размеров и допусков деталей двигателя ВАЗ классика
В магазины запчастей поставляются литые поршни классов А, С и D, предназначенные для нерасточенных моторов. Кованые поршни на ВАЗ 2106 изготавливаются на заказ и бывают любых размеров. Основные ремонтные размеры цилиндров мотора ВАЗ 2106 составляют 79,4 (первая расточка) и 79,8 мм (вторая расточка). Диаметры поршней для первой расточки в зависимости от класса (в миллиметрах):
Диаметры поршней для второй расточки:
Следует отметить, что поршни также разделяются на 3 категории по диаметру отверстия под поршневой палец, поэтому новые поршни нужно приобретать в сборе с пальцами. Отличить расточенный блок от нерасточенного непрофессионалу очень сложно, поэтому если капитальный ремонт мотора выполняется самостоятельно, нужно обязательно приобрести нутромер, а если это невозможно, то хотя бы брать с собой старые детали и сверять их с магазинными.
Замена поврежденных деталей без расточки
Часто случаются ситуации, когда из-за стука шатунов или залегания колец люди полностью разбирают мотор и растачивают его, тратя на это немалые силы и деньги. Однако если цилиндр обладает правильной круглой формой, не имеет царапин, задиров, трещин и его реальный износ не превышает 0,15 мм, то расточку и хонингование делать необязательно.
В остальных случаях достаточно просто поменять износившиеся детали. Для этого даже не нужно снимать силовой агрегат с машины, достаточно снять головку блока цилиндров (ГБЦ) и масляный картер. Обычно к подобному способу прибегают, когда требуется замена поршневых колец ВАЗ 2106. Порядок выполнения работ:
Сначала снимается аккумулятор, отсоединяются провода от датчиков и свечей, выкручиваются свечи и снимается крышка трамблера.
Затем сливается тосол, от ГБЦ и карбюратора отцепляются все шланги системы ОЖ и все тяги.
Снимается воздушный фильтр и бензонасос.
Снимается крышка ГБЦ и совмещаются метки на шкиве распредвала и корпусе подшипников.
Ослабляются болт шкива распредвала и гайка натяжителя цепи, отверткой отжимается башмак и откручивается болт, крепящий шкив распредвала.
Шкив снимается, а верхняя часть цепи крепится проволокой к радиатору.
Откручиваются гайки и снимается корпус подшипников ГБЦ.
После этого отвинчиваются болты ГБЦ и головка аккуратно убирается в сторону вместе с прокладкой.
Выпускная труба (штаны) откручивается от КПП и отсоединяется от коллектора.
Сверху поперек моторного отсека ставится крепкая доска и к ней крепится мотор.
Откручиваются подушки движка и он приподнимается на 3 см.
Сливается моторное масло, откручиваются болты картера и он отсоединяется от блока.
Снизу откручиваются 2 болта и снимается масляный насос.
После этого откручиваются гайки шатунных крышек, крышки снимаются и поршни в сборе с шатунами выталкиваются вверх ручкой молотка.
Сборка осуществляется в обратной последовательности. При этом каждый поршень следует вставлять при помощи специальной оправки. Метка «П» должна быть обращена вперед по ходу движения. Последовательность затягивания болтов ГБЦ и гаек корпуса подшипников можете посмотреть в интернете. Момент предварительной затяжки 10 болтов ГБЦ — 3,4-4,2 кгс.м, окончательной затяжки — 9,8-12 кгс.м. 11-й болт затягивается моментом 3,5 кгс.м.
Замена поршневой группы на ВАЗ 2106
После определенного пробега увеличивается расход масла и падает компрессия в цилиндрах. Это говорит об износе поршневой группы. В этом случае потребуется замена поршня. При замене поршней необходимо учитывать размеры поршневой группы ВАЗ 2106. В статье описывается, как правильно подобрать и поменять все комплектующие поршневой группы на ВАЗ 2106.
Поршневые кольца. Какие лучше?
Шатунно-поршневая группа на ВАЗ 2106 состоит из поршня, шатуна, поршневых колец и поршневого пальца. Поршневые кольца различаются по назначению: на компрессионные и маслосъемные. Первые не дают проникать газам из камеры сгорания в картер. Маслосъемные, снимая остатки масла с цилиндров, препятствуют его проникновению из картера в камеру сгорания. В свободном состоянии кольца имеют больший диаметр, чем внутренний диаметр цилиндра. Поэтому на кольце имеется вырез, называемый замком.
В цилиндрах высокого качества используются узкие кольца, которые снижают трение и предотвращают вибрацию на высоких оборотах двигателя. Но из-за большой нагрузки они быстро изнашиваются сами и ускоряют износ цилиндров. Поэтому более популярны широкие кольца, так как они надежнее. Особенностью поршневых колец является то, что после миллионных циклов они должны сохранять упругость и обеспечивать уплотнение. Поэтому для их изготовления должен использоваться материал, имеющий низкие коэффициенты трения и износа.
Набор поршневых колец для замены
Первые изделия стали изготавливать из ковкого чугуна, который имеет хорошие рабочие характеристики благодаря своей пористой структуре. Следующим материалом стал применяться пластичный чугун, который упруго деформируется, что облегчает посадку изделий на поршень.
Еще одним материалом, из которого изготавливаются кольца, является чугун, покрытый твердым хромом. Эти изделия необходимо тщательно подбирать при замене, так как у них малая пластичность. Но при этом они имеют высокую износостойкость даже в условиях повышенного давления и высоких температур. Их применяют на форсированных двигателях. Существуют еще кольца из нержавеющей стали, которые по характеристикам схожи с хромированными деталями, но имеют более продолжительный срок службы.
На эффективность работы кольца, кроме материала влияет его расположение и конструкция. Если изделие немного перекручено, то быстрее идет его притирание со стенками цилиндра. Компрессионные кольца с L-образным участком, способствуют развитию дополнительного усилия, прикладываемого к стенкам цилиндров при высоком давлении.
Таким образом, определяясь, какие ставить поршневые кольца на ВАЗ 2106, нужно учитывать следующие факторы:
Замена поршней
Перед выполнением ремонтных работ ВАЗ 2106 прежде всего необходимо тщательно вымыть двигатель, чтобы исключить попадания внутрь мелких частиц и грязи. Демонтированный мотор лучше положить на надежную полку, расположенную на удобной высоте. Из инструментов для замены нужно приготовить:
наборы накидных и торцевых ключей;
набор головок;
динамометрический ключ;
специальное съемное приспособление для колец;
набор плоских щупов;
штангенциркуль;
нутромер;
молоток.
При разборке следует тщательно запоминать расположение всех деталей ВАЗ 2106, делать пометки, а лучше сфотографировать.
Этапы работы
Сначала нужно снять головку блока цилиндров.
Следующий шаг – снятие поддона для обеспечения доступа к коленвалу и шатунам.
Затем ключом на «36» нужно провернуть коленвал пока не будут максимально выдвинуты гайки шатунов.
Далее головкой на «14» откручиваем две гайки, удерживающие крышку шатуна, и снимаем крышку.
Чтобы вытянуть поршень, нужно усилием руки или с помощью ручки молотка надавить на болт шатуна. Поршень должен выйти с обратной стороны. Разбирать нужно аккуратно, чтобы не повредить поршень и поверхности стенок цилиндра.
Далее снимаем кольца с поршней, поддевая их пальцем или ногтем и вынимая из канавки. Проворачиваем изделие до тех пор, пока оно полностью не покинет канавку.
Разжимаем пальцами зазор
После снятия все детали нужно промыть керосином, а канавки тщательно вычистить. Поверхности все нужно протереть и проверить на наличие дефектов: царапин и трещин.
С помощью нутромера делаются измерения износа: в четырех плоскостях в перпендикулярных направлениях. При превышении износа 0,15 мм или наличии царапин выполняется расточка блока до их полного удаления, а также подгоняются необходимые размеры.
Далее подбираются шатуны и поршневые пальцы для замены. После подбора их нужно вставить. Для этого необходимо нагреть головку шатуна и надеть на шатун поршень. Палец следует вставлять с оправкой. В вертикальном положении шатунный палец не должен выпадать.
Для вывода о необходимости замены деталей, нужно снять размеры зазоров между кольцами и цилиндром. Для этого изделия вставляются в цилиндр и измеряется зазор в замке, он не должен быть больше 0,45 мм.
Как правильно измерить зазор
Далее последовательно устанавливаются поршневые кольца с помощью специального приспособления.
Замок первого кольца нужно установить на 30 градусов от оси пальца. На остальных замки устанавливаются относительно друг друга на 120 градусов.
Схема расположения изделий
Перед установкой детали нужно смазать машинным маслом. Сборка осуществляется в обратном порядке.
Выполняя самостоятельно замену поршневой группы на ВАЗ 2106, следует внимательно следить за последовательностью установки.
Видео «Сборка поршневой группы на ВАЗ 2106»
В этом видео показываются тонкости при сборке коленчатого вала и поршневой группы ВАЗ 2106.
Оптимальные размеры поршневой группы ваз 2106: фото- и видеообзор
29.09.2015 22:34 – дата обновления страницы
Наши дополнительныесервисы и сайты:
e-mail:
office@matrixplus.ru tender@matrixplus.ru
icq:
613603564
skype:
matrixplus2012
телефон
+79173107414 +79173107418
г. С аратов
Полезные ссылки
поддержка проекта: разместите на своей странице нашу кнопку! И мы разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на e-mail
Поршни и шатуны двигателя ВАЗ 2106
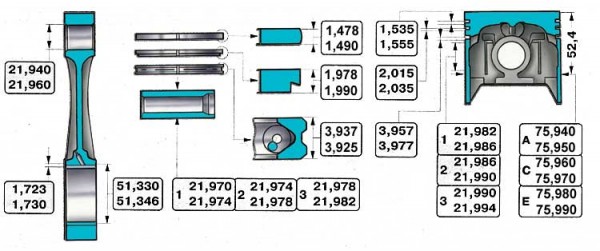
Основные размеры шатунно-поршневой группы даны на рис. 2-25.
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Рис. 2-25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец (с 1988 г. диаметр поршня у двигателей 2106 и 21011 увеличен на 0,01 мм)
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкладыши новыми. Если удалить нагар не получается моющим средством Фаворит-Щ, то используйте ультразвуковую очистку и моющее средство Фаворит Ультра и Фаворит Ультра Рэд.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,06-0,08 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) -0,15 мм.
Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня (см. рис. 2-25).
По наружному диаметру поршни разбиты на пять классов (Л, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Рис. 2-26. Поршневой палец должен устанавливаться простым нажатием большого пальца
Рис. 2-27. Проверка посадки поршневого пальца
Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня.
Примечание. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория указывается цветной меткой на торце пальца: синяя метка – первая категория, зеленая – вторая, красная – третья.
Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный маслом для двигателя, в отверстие бобышки поршня. Для правильного сопряжения необходимо, чтобы поршневой палец входил в отверстие от простого нажатия большого пальца руки (рис. 2-26) и не выпадал из бобышки (рис. 2-27), если держать поршень с поршневым пальцем в вертикальном положении.
Выпадающий из бобышки палец замените другим, следующей категории. Если в поршне палец третьей категории, то заменяется поршень с пальцем.
Проверка зазоров между поршневыми канавками и кольцами
Зазор по высоте между канавками и кольцами проверяйте как показано на рис. 2-28, вставляя кольцо в соответствующую канавку.
Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,045-0,08 мм, для второго – 0,025- 0,06 мм и для маслосъемного – 0,02-0,055 мм. Предельно допустимые зазоры при износе – 0,15 мм.
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольцо в калибр (рис. 2-29), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском +0,003 мм. Для колец нормального размера можно применять калибр 67.8125.9501.
Рис. 2-28. Проверка зазора между поршневыми кольцами и канавками: 1 – поршневое кольцо; 2-поршень; 3 – набор щупов
Рис. 2-29. Проверка зазора в замке колец
Зазор должен быть в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, запилите стыковые поверхности, а если повышенный – замените кольца.
Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом, измерив детали.
Номинальный расчетный зазор составляет 0,036-0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл. 2-1).
Таблица 2-1 Толщина вкладышей шатунных подшипников, мм
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на +2,5 г.
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. 2-30.
Рис. 2-30. Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл
Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,40 мм), а по ширине ограничивается диаметром 70,5 мм.
Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240 °С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240 °С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
Палец заранее приготовьте к сборке, надев его на валик / (рис. 2-31) приспособления 02.7853.9500, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением 02.7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2-32), так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-32). Таким образом палец займет правильное положение.
Поршень с шатуном должен соединиться так, чтобы метка на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна.
Рис. 2-31. Установка поршневого пальца на приспособление 02.7853.9500 для запрессовки его в поршень и головку шатуна: 1 – валик приспособления; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт
Рис. 2-32. Запрессовка, поршневого пальца в верхнюю головку шатуна: 1 – приспособление 02.7853.9500; 2 – поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок масло-съемного кольца – под углом 30-45° к оси поршневого пальца между замками компрессионных колец.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-25). Если на кольце нанесена метка или , то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку “кольца. Если у маслосъемного кольца фаски на наружной поверхности несимметричны (такие кольца применялись до 1988 г.), то такое кольцо надо устанавливать фасками вверх (см. рис. 2-25).
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки группы шатун – палец – поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
– зажмите основание 4 (рис. 2-33) приспособления в тиски и установите на нем шатунно-поршневую группу;
Рис. 2-33. Собранный комплект поршень – палец – шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца: 1 – штифт индикатора в соприкосновении с концом стержня; 2- головка стержня в соприкосновении с пальцем; 3- резьбовой стержень с пазом; 4 – основание; 5-гайка стержня; 6 – упорный палец стержня; 7 – рукоятка зажима кронштейна; 8-кронштейн индикатора; 9 – индикатор
– опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
– на конец стержня наверните гайку 5 и затяните ее так, чтобы она соприкасаясь с опорой, выбрала возможные зазоры;
– приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
– установите на ноль индикатор и вставьте в паз резьбового стержня упор 6у чтобы стержень не проворачивался;
гайку 1 стержня, прикладывая к ней момент 12,7 Н/м (1,3 кгс/м), что соответствует осевой нагрузке 3,92 кН (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение, стрелка индикатора возвратится на ноль.
Рис. 2-34. Испытание на выпрессовывание пальца с помощью приспособления А.95615: 1 – гайка резьбового стержня; 2 – динамометрический ключ
В случае проскальзывания пальца в верхней головке шатуна, замените шатун новым.
Проверка параллельности осей нижней головки шатуна и поршневого пальца
Перед установкой собранной шатунно-поршневой группы на двигатель, проверьте параллельность осей группы специальным прибором (рис. 2-35).
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты – углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше – замените шатун.
широкого применения для дезинфекции на объектах железнодорожного транспорта, пищевой промышленности, ЛПУ, ветеринарного надзора
Моющие средства
для железнодорожного транспорта, сертифицированные ВНИИЖТ- “Фаворит К” и “Фаворит Щ”, внутренняя и наружная замывка вагонов.
Разновидности тюнинга двигателя ВАЗ 2106: расточка блока, турбина, 16-клапанный мотор
Тюнинг мотора ВАЗ 2106 — занятие увлекательное, но одновременно и дорогостоящее. В зависимости от преследуемых целей и финансовых возможностей, двигатель можно доработать под конкретные цели начиная от простого увеличения объёма без кардинальных изменений конструкции агрегата и заканчивая установкой турбины.
Тюнинг двигателя ВАЗ 2106
ВАЗовскую «шестёрку» начали выпускать ещё в далёком 1976 году. Эта модель давно устарела как по внешнему виду, так и по техническим характеристикам. Однако и по сегодняшний день остаётся немало приверженцев эксплуатации таких автомобилей. Некоторые владельцы стараются сохранить машину в первоначальном виде, другие — оснащают её современными узлами и механизмами. Один из первостепенных агрегатов, который подвергается тюнингу, является двигатель. Именно на его доработках остановимся более подробно.
Расточка блока цилиндров
Мотор ВАЗ 2106 не выделяется своей мощностью, ведь она составляет от 64 до 75 л. с. при объёме от 1,3 до 1,6 л, в зависимости от установленного силового агрегата. Одной из распространённых доработок двигателя является расточка блока цилиндров, которая позволяет увеличить внутренний диаметр цилиндров и мощность. Процесс расточки предполагает снятие слоя металла с внутренней поверхности цилиндров. Однако нужно понимать, что чрезмерная расточка приведёт к утоньшению стенок и снижению надёжности и ресурса мотора. Так, стоковый силовой агрегат с объёмом 1,6 л и диаметром цилиндров 79 мм можно расточить до 82 мм, получив объём 1,7 л. При таких изменениях показатели надёжности практически не ухудшатся.
Любители экстрима могут увеличить цилиндры до 84 мм на свой страх и риск, потому что сколько пройдёт такой мотор, никому не известно.
Процесс расточки осуществляется на специальном оборудовании (расточном станке), хотя находятся умельцы, которые проводят эту процедуру практически в гаражных условиях, при этом точность остаётся сомнительной.
По окончании процедуры в блок вставляются поршни, которые по своим характеристикам соответствуют новым размерам цилиндров. В целом расточка блока состоит из таких основных этапов:
Демонтаж мотора с автомобиля.
Полная разборка силового агрегата.
Расточка блока цилиндров согласно желаемым параметрам.
Сборка механизма с заменой поршней.
Установка мотора на авто.
Видео: как растачивают блок цилиндров
Замена коленвала
На двигателе ВАЗовской «шестёрки» стоит коленвал ВАЗ 2103 с ходом поршня 80 мм. Помимо увеличения диаметра цилиндров, можно увеличить ход поршня, тем самым форсировав мотор. Для рассматриваемых целей мотор оснащается коленвалом ВАЗ 21213 с ходом поршня 84 мм. Таким образом удастся поднять объём до 1,65 л (1646 куб. см.). К тому же такой коленчатый вал имеет восемь противовесов вместо четырёх, что положительно отражается на динамических характеристиках.
Доработка системы впуска и выпуска
Модернизацию головки блока цилиндров и коллекторов при желании может выполнить каждый, кто владеет «шестёркой» или другой классической моделью «Жигулей». Основная преследуемая цель — увеличение мощности. Достигается она путём снижения сопротивления при подаче топливно-воздушной смеси на впуске, т. е. удалением шероховатостей. Для проведения процедуры ГБЦ необходимо демонтировать с автомобиля и разобрать. После этого узел рекомендуется помыть. Для этих целей можно использовать современные средства или обычный керосин, солярку. Из необходимого перечня инструментов и материалов понадобятся:
дрель с возможностью регулировать обороты;
сверло;
гибкая штанга;
шарошки;
шкурки разной зернистости;
ветошь;
штангенциркуль;
выпускной клапан и набор шайб для расточки более 32 мм;
графитная смазка;
тиски.
Впускной коллектор
Процедуру доработки впускного тракта лучше начинать с коллектора, по которому после будут растачиваться каналы в ГБЦ. Работу выполняем следующим образом:
Зажимаем коллектор в тисках, на сверло или подходящую насадку наматываем тряпку, а сверху неё — наждачку зернистостью 60–80 внахлёст.
Доработка ГБЦ
Помимо впускного коллектора необходимо доработать каналы в самой головке блока, поскольку между коллектором и ГБЦ присутствует ступенька, препятствующая свободному прохождению топливно-воздушной смеси в цилиндры. На классических головках этот переход может достигать 3 мм. Доработка головки сводится к следующим действиям:
Чтобы определить, где нужно снять часть металла, наносим смазку или пластилин на плоскость головки в местах прилегания коллектора. После этого будет чётко видно, где и сколько нужно сточить.
Помимо расточки каналов, ГБЦ можно доработать путём установки тюнингованного распредвала. Наиболее часто автовладельцы устанавливают вал от ВАЗ 21213, реже — спортивные элементы по типу «Эстонец» и ему подобные.
Замена штатного распределительного вала даёт возможность изменить фазы газораспределения. В результате цилиндры мотора лучше наполняются горючей смесью, а также очищаются от отработавших газов, что повышает мощность силового агрегата. Распредвал меняется таким же образом, как и при обычном ремонте, т. е. каких-то специальных приспособлений не потребуется.
Видео: доработка ГБЦ и впускного коллектора
Выпускной коллектор
Суть доработки коллектора выпуска та же, что и на впуске. Разница заключается лишь в том, что канал нужно точить не более чем на 31 мм. Многие не уделяют выпускному коллектору внимание, поскольку он выполнен из чугуна и плохо поддаётся обработке, но это всё же возможно. Стоит учитывать, что канал коллектора должен быть чуть больше по диаметру, чем в головке. В самой ГБЦ шлифовку выполняем описанным выше способом, а втулки рекомендуется сточить на конус.
Система зажигания
При серьёзном подходе к доработке силового агрегата не обходится без установки бесконтактной системы зажигания (БСЗ) вместо традиционной контактной. БСЗ имеет ряд неоспоримых преимуществ:
более мощная искра;
точное размыкание цепи искрообразования;
высокая надёжность и долговечность.
Оснащение ВАЗ 2106 бесконтактным зажиганием делает работу двигателя более стабильной, исключает необходимость периодической регулировки постоянно подгорающих контактов, поскольку в БСЗ их попросту нет. Вместо контактной группы используется датчик Холла. Немаловажным моментом является и то, что в зимнее время двигатель с бесконтактным зажиганием запускается гораздо легче. Чтобы установить на «шестёрку» БСЗ, нужно будет приобрести комплект, состоящий из следующих элементов:
трамблёр;
свечи зажигания;
высоковольтные провода;
катушка зажигания;
коммутатор;
проводка.
Последовательность действий по замене контактной системы зажигания на БСЗ такова:
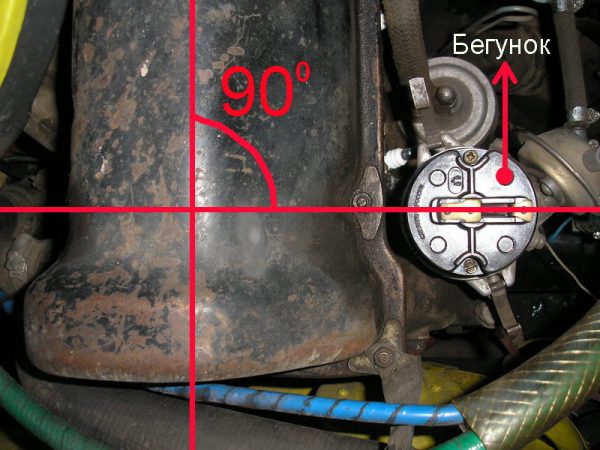
Демонтируем старые свечные провода и крышку распределителя зажигания. Устанавливаем путём вращения стартера бегунок трамблёра перпендикулярно оси автомобиля, чтобы он указывал на первый цилиндр двигателя.
После установки БСЗ потребуется подкорректировать зажигание во время движения автомобиля.
Карбюратор
На ВАЗ 2106 наиболее часто использовался карбюратор «Озон». В качестве доработки силового агрегата многие автовладельцы оснащают его иным устройством — ДААЗ-21053 («Солекс»). Этот узел отличается экономичностью и обеспечивает лучшую динамику автомобиля. Для того чтобы мотор развивал максимальную мощность, вместо одного карбюратора иногда устанавливают два. Таким образом, удаётся добиться более равномерной подачи смеси из топлива и воздуха в цилиндры, что сказывается на увеличении крутящего момента и повышении мощности силовой установки. Основными элементами и узлами для такого переоборудования являются:
два карбюратора «Солекс» или «Озон»;
пара впускных коллекторов от «Оки»;
шланги, тройники, элементы управления дроссельными заслонками.
Вся работа сводится к демонтажу штатного впускного коллектора и установке двух новых, при этом последние подгоняют, чтобы они плотно прилегали к головке блока. Доработка коллекторов заключается в удалении выступающих частей при помощи шарошки. После этого монтируют карбюраторы и выполняют одинаковую регулировку, т. е. выкручивают регулировочные винты на одно и то же количество оборотов. Для одновременного открытия заслонок в обоих карбюраторах изготавливают кронштейн, который будет соединяться с педалью акселератора.
Компрессор или турбина на «шестёрку»
Увеличить мощность двигателя можно путём установки компрессора или турбины, но для начала нужно разобраться, что для этого потребуется. Прежде всего, нужно понять, что на карбюраторный мотор в силу его конструктивных особенностей турбину установить можно, но довольно проблематично. Нюансы заключаются как в больших материальных, так и временных затратах. Наиболее важными моментами, над которыми придётся задуматься при оснащении автомобиля турбиной, являются:
Обязательная установка интеркуллера. Эта деталь представляет своего рода радиатор, только в нём охлаждается воздух. Поскольку турбина создаёт высокое давление и воздух нагревается, его необходимо охлаждать для получения эффекта от установки. Если интеркуллер не использовать, эффект будет, но гораздо меньше.
Если вы не настолько заядлый автогонщик, то стоит смотреть в сторону компрессора, который имеет следующие отличия от турбины:
Не развивает высокое давление.
Нет необходимости в установке интеркуллера.
Можно оснастить ВАЗовский карбюраторный мотор.
Для оснащения ВАЗ 2106 рассматриваемым узлом потребуется компрессор-кит — комплект, в который входит всё необходимое для переоборудования мотора (патрубки, крепёжные элементы, нагнетатель и др.).
Устанавливается изделие согласно инструкции производителя.
Видео: установка компрессора на примере «пятёрки»
16-клапанный двигатель на ВАЗ 2106
Один из вариантов тюнинга «шестёрки» — замена 8-клапанного двигателя на 16-клапанный, например, от ВАЗ 2112. Однако весь процесс не заканчивается на банальной замене моторов. Предстоит довольно серьёзная, кропотливая и недешёвая работа. Основными этапами такого рода доработок являются:
Для 16-клапанного двигателя устанавливаем инжекторную систему питания.
Подгоняем крепление на подушках двигателя (используются классические опоры).
На маховике меняем венец, для чего сбиваем старый, а на его место насаживаем деталь от ВАЗ 2101 с предварительным нагревом. Затем со стороны двигателя на маховике стачиваем буртик (придётся обратиться к токарю). Это необходимо для того, чтобы стартер стал на своё место. По окончании работ с маховиком выполняем его балансировку.
Из перечисленных пунктов по установке 16-клапанного агрегата можно понять и предварительно оценить свои возможности как в финансовом, так и в техническом плане. При отсутствии необходимых комплектующих и знаний придётся обращаться за посторонней помощью и «вливать» в такой вид хобби дополнительные средства.
Видео: установка 16-клапанного мотора на «классику»
Двигатель «шестёрки» хорошо поддаётся форсированию, причём необязательно быть специалистом с большим опытом для увеличения объёма агрегата. Постепенно совершенствуя свою машину, в итоге можно получить довольно «бодрый» автомобиль, который позволит чувствовать себя увереннее на дороге.
Правильная замена поршневой на ваз 2106
Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см 2 , что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы. Подготовить ветошь, набор инструментов и приспособлений:
торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
набор тонких плоских щупов;
нутромер;
микрометр;
штангенциркуль;
динамометрический ключ;
приспособление для сжатия колец на поршне;
втулка для установки поршневых пальцев;
газовая горелка;
молоток;
керн;
переносная лампа;
большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек. Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов. Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы. Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины. Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
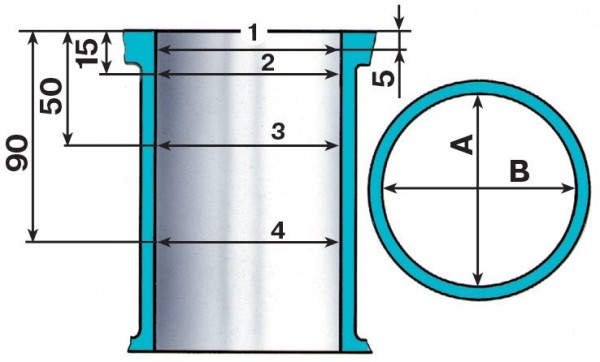
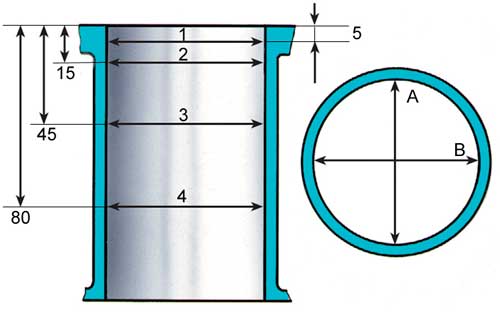
Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
Схема плоскостей измерения диаметра цилиндров
В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
После расточки цилиндров определяется размер подходящих ремонтных
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень. Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище. При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой. Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
Верхнее компрессионное кольцо 45-80 мкм.;
Второе компрессионное 25-60 мкм.;
Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке. Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке.
Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга. Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала.
В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.
Андрей Крылов — практикующий автомеханик и автообозреватель с более чем 15-летним опытом работы в сервисных центрах. Он специализируется на компьютерной диагностике, поиске скрытых неисправностей и грамотном обслуживании автомобилей. На сайте делится понятными гайдами по ремонту, снятию и замене узлов, а также честными обзорами автотехники.




 Набор поршневых колец для замены
Набор поршневых колец для замены Разжимаем пальцами зазор
Разжимаем пальцами зазор
 Как правильно измерить зазор
Как правильно измерить зазор Схема расположения изделий
Схема расположения изделий